




由于超高分子量聚乙烯(UHMW-PE)熔融状态的粘度高达108Pa*s,流动性极差,其熔体指数几乎为零,所以很难用一般的机械加工方法进行加工。超高分子量聚乙烯(UHMW-PE)的加工技术得到了迅速发展,通过对普通加工设备的改造,已使超高分子量聚乙烯(UHMW-PE)由初的压制-烧结成型发展为挤出、吹塑和注射成型以及其它特殊方法的成型。






吹塑成型超高分子量聚乙烯(UHMW-PE)加工时,当物料从口模挤出后,因弹性恢复而产生一定的回缩,并且几乎不发生下垂现象,故为中空容器,特别是大型容器,如油箱、大桶的吹塑创造了有利的条件。超高分子量聚乙烯(UHMW-PE)吹塑成型还可导致纵横方向强度均衡的薄膜,从而解决了HDPE薄膜长期以来存在的纵横方向强度不一致,容易造成纵向破坏的问题。

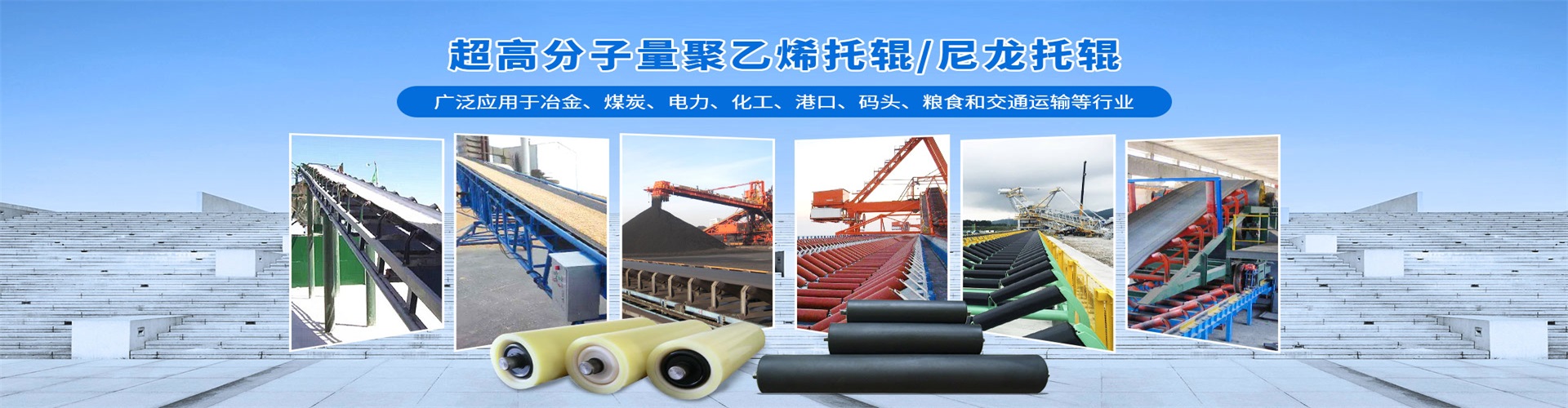
托辊旋转阻力和橡胶输送带前进阻力占胶带输送机主要阻力50%~85%。在机长超过80m的胶带输送机总阻力计算公式中,总阻力受到诸如按照输送机长度选取的装料系数、与安装情况和工作条件相关的承载分支托辊单位长度的旋转部分质量、回程托辊单位长度的旋转部分质量、模拟摩擦系数、输送机长度、托辊前倾摩擦特种主要阻力和清扫器摩擦胶带特种附加阻力、输送带单位质量、输送物料单位质量等参数影响。



 在线客服
在线客服 13849299666
13849299666 tysfsh@126.com
tysfsh@126.com


